-
Graphene Nanoplatelets for 3D-Printed ABS - University of Toronto, 2024
Jul 01, 2026 | ACS MATERIAL LLCHassanifard, S., & Behdinan, K. (2024). Impact of rheology-based optimum parameters on enhancing the mechanical properties and fatigue of additively manufactured acrylonitrile–butadiene …. *Polymers*. https://doi.org/10.3390/polym16091273
University of Toronto · Polymers · 2024
University of Toronto researchers used ACS Material graphene nanoplatelets to reinforce 3D-printed ABS, boosting modulus 34% and improving fatigue life via rheology-based optimization.
About this research
Researchers at the University of Toronto used graphene nanoplatelets (GNPs) obtained from ACS Material, LLC to reinforce 3D-printed acrylonitrile-butadiene-styrene (ABS), achieving a 34% increase in Young's modulus and an 8% gain in ultimate tensile strength alongside improved fatigue life. The study, published in Polymers in 2024 by Soran Hassanifard and Kamran Behdinan of the Advanced Research Laboratory for Multifunctional Lightweight Structures, links the rheological behavior of ABS/GNP composites to their static and fatigue performance. By treating melt viscosity and the shark-skin extrusion defect as the central optimization variables, the authors demonstrate that processing parameters, not just intrinsic mechanical properties, govern the quality of fused filament fabrication (FFF) parts.
This research matters because additive manufacturing of nanocomposites faces persistent processing challenges: extrudate (die) swelling, weak interlayer adhesion, and the shark-skin effect that produces rough, defect-prone surfaces. Adding nanofillers such as graphene sharply raises viscosity, making smooth flow through the nozzle harder and degrading part reliability. For load-bearing and fatigue-critical structural components in lightweight engineering, these defects directly compromise durability. While many prior studies examined either mechanical or rheological behavior in isolation, few connected cyclic fatigue response to melt rheology. By bridging this gap, the work provides a practical route to printing stronger, more fatigue-resistant graphene-reinforced thermoplastics, relevant to aerospace brackets, automotive parts, and other demanding FFF applications where consistent print quality is essential.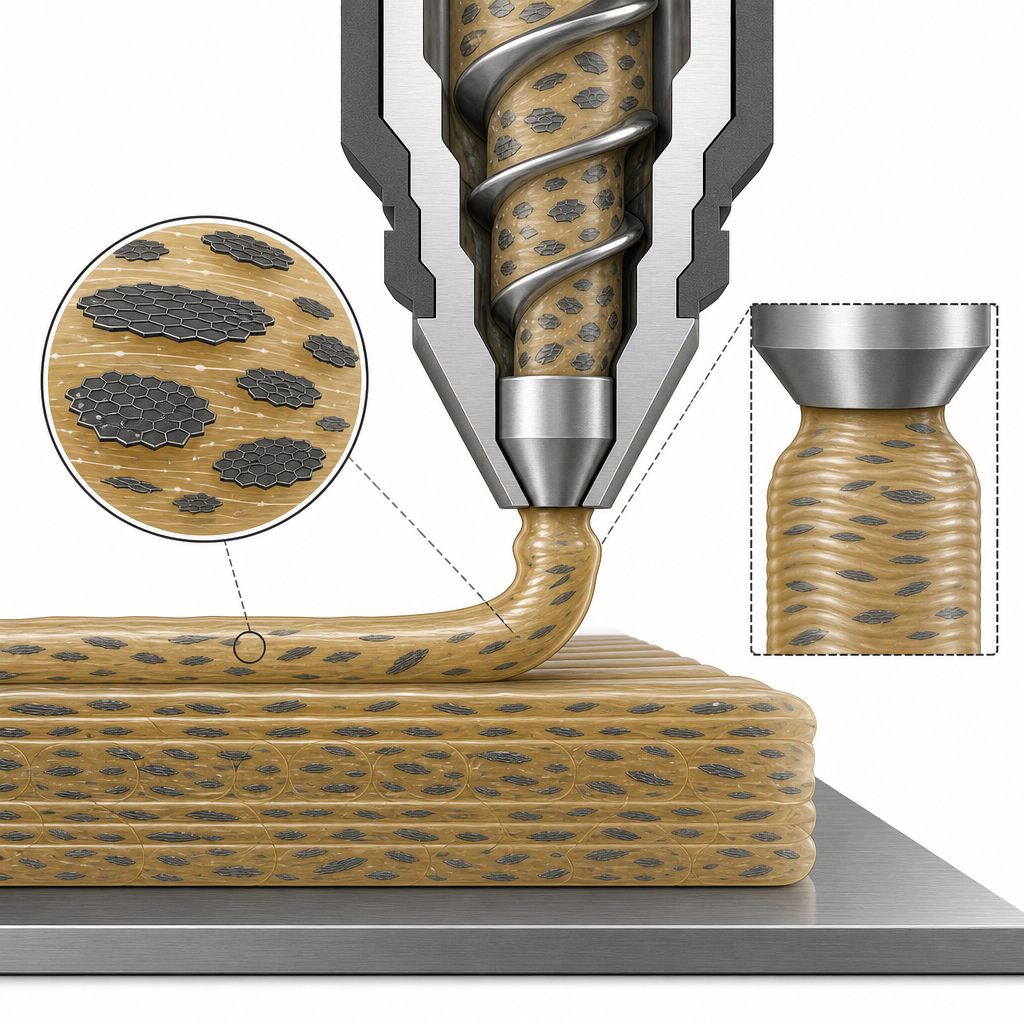
The GNPs from ACS Material served as the 1.0 wt.% nanofiller dispersed in an ABS matrix supplied by 3DXTECH. Composite pellets were prepared by a combined solvent and melt compounding route: ABS pellets were dissolved in acetone, a sonicated GNP-acetone solution was added, the mixture was homogenized, dried, and pelletized. Filaments were produced on a twin-screw 3Devo Composer 450 filament maker (4 mm nozzle, 2-15 RPM), with chopped first-batch filament reprocessed to improve dispersion uniformity. Transmission Electron Microscopy confirmed well-dispersed 2D platelets with no significant agglomeration. Rheology was characterized on a strain-controlled ARES rheometer (TA Instruments) via frequency sweeps at 5% strain over 0.1-398 Hz at 220 and 250 degrees C, and thermal stability was verified by DSC and TGA. The authors adjusted extruder zone temperatures (220/230/230/240 degrees C baseline, raised to 247/250/250/260 degrees C) and rotational speed (3.5 to 5.5 RPM) to control shear rate and suppress shark-skin. Final printing used a Prusa i3 MK3 with nozzle temperatures of 250 and 270 degrees C.
Key quantitative results: adding 1.0 wt.% GNPs increased filament Young's modulus by up to about 34% (from 1642 MPa for pure ABS to 2203 MPa for the optimized Filament 4) while reducing ductility by roughly 60%. The optimized filament showed an 8% improvement in ultimate tensile strength (39.9 MPa versus 36.9 MPa for pure ABS). Storage and loss moduli (G', G'') of the composite were approximately 2.5 to 4.5 times higher than pure ABS across shear rates, and viscosity was about twice as high across 220-250 degrees C. Die-swell rose to ~25% for the composite extrudate versus ~12% for pure ABS. The glass transition temperature shifted slightly from ~105 to ~110 degrees C, with degradation temperature unchanged at ~415 degrees C, confirming thermal stability in the 220-270 degrees C processing window. For 3D-printed parts, samples printed with Filament 4 reached UTS of 35.5 MPa and modulus of 1772 MPa at the 0-degree raster orientation. Raising the nozzle temperature from 250 to 270 degrees C improved fatigue life at all raster orientations (0, 45, and 90 degrees), with the largest gains in the low-cycle regime for 0 and 45 degrees and in the high-cycle regime for 90 degrees, attributed to reduced viscosity and easier material flow.
This research enables more reliable production of graphene-reinforced thermoplastic parts by FFF, with direct relevance to lightweight structural components, automotive and aerospace fixtures, and any application requiring fatigue durability in additively manufactured plastics. The rheology-based parameter optimization framework, balancing zone temperatures, nozzle temperature, and extruder rotational speed, gives practitioners a transferable methodology for managing the trade-off between filler loading and printability. The authors note that higher GNP loadings (e.g., 2.0 wt.%) could yield even higher strength if shark-skin-free filaments can be produced, pointing toward follow-up work on processing higher-concentration nanocomposites and extending the approach to other nanofillers and polymer matrices.
For researchers pursuing similar nanocomposite filament and additive-manufacturing studies, the graphene nanoplatelets used here are available from ACS Material's graphene product line. The paper grounds its conclusions in measured modulus, strength, viscosity, and fatigue data rather than claims, making the GNP filler a credible reinforcement choice for FFF thermoplastics where process parameters are co-optimized with material composition.How ACS Material products were used
- Graphene Nanoplatelets (GNPs) (Graphene Series) — “the materials utilised include ABS polymer (supplied by 3DXTECH) as the matrix and GNPs (obtained from ACS Material, LLC, Pasadena, CA, USA) as the nanofiller”
Product Performance in this StudyThe ACS Material GNPs were the reinforcing nanofiller at 1.0 wt.%, raising the filament Young's modulus by ~34% and ultimate tensile strength by ~8% versus pure ABS, while increasing melt viscosity 2-4.5x.
Related product categories
Frequently asked questionsHow do graphene nanoplatelets improve 3D-printed ABS properties?
Adding 1.0 wt.% graphene nanoplatelets to ABS raised the filament Young's modulus by about 34% (from 1642 to 2203 MPa) and ultimate tensile strength by roughly 8%. The platelets also increased storage and loss moduli 2.5 to 4.5 times. However, ductility dropped by about 60%, so processing parameters must be optimized to fully realize the strength gains in printed parts.
What is the shark-skin effect in nanocomposite filament extrusion?
The shark-skin effect is a surface irregularity and texture inconsistency that appears when high-viscosity material flows through the extruder nozzle. Adding graphene raises melt viscosity, worsening the defect. In this study it severely degraded filament surface quality. The authors suppressed it by raising extruder zone temperatures and increasing rotational speed to lower the effective viscosity.
Why does nozzle temperature matter for fatigue life of 3D-printed parts?
Raising the nozzle temperature from 250 to 270 degrees C reduced the composite's viscosity to match pure ABS at 250 degrees C, easing material flow and lowering die-swell. This produced higher-quality extrudate with fewer internal defects, improving fatigue life across all raster orientations, with the largest gains in the low-cycle regime for 0 and 45 degree orientations.