
“Metal 3D printing” is not a single process. The two names buyers encounter most often — SLM (selective laser melting) and DMLS (direct metal laser sintering) — actually describe the same family of technology: laser powder bed fusion. Binder jetting, by contrast, is a fundamentally different, sinter-based route. This guide explains how each process works, how they compare on density, strength, accuracy, speed, and cost, and how to choose the right one for your part.1,2
How metal 3D printing works — and where these three fit
Metal additive manufacturing (AM) builds a solid metal part directly from a digital model, adding material layer by layer instead of cutting it away.1 In the standard additive-manufacturing process classification, the metal processes that dominate industry today fall into two broad camps that matter for this comparison: powder bed fusion (PBF), in which a focused energy source melts a bed of metal powder point by point, and binder jetting, in which a liquid binder glues the powder together and a separate furnace step densifies it.2,3
Within powder bed fusion, a laser is the most common heat source — the technique is properly called laser powder bed fusion (LPBF), and both trade names SLM and DMLS belong to it. (A related PBF variant uses an electron beam instead of a laser.) The single most useful thing to understand before comparing “SLM vs DMLS vs binder jetting” is therefore this: SLM and DMLS are two labels for laser powder bed fusion, while binder jetting is the process that works on a genuinely different principle — it separates shaping the part from densifying it.1,3
Selective Laser Melting (SLM)
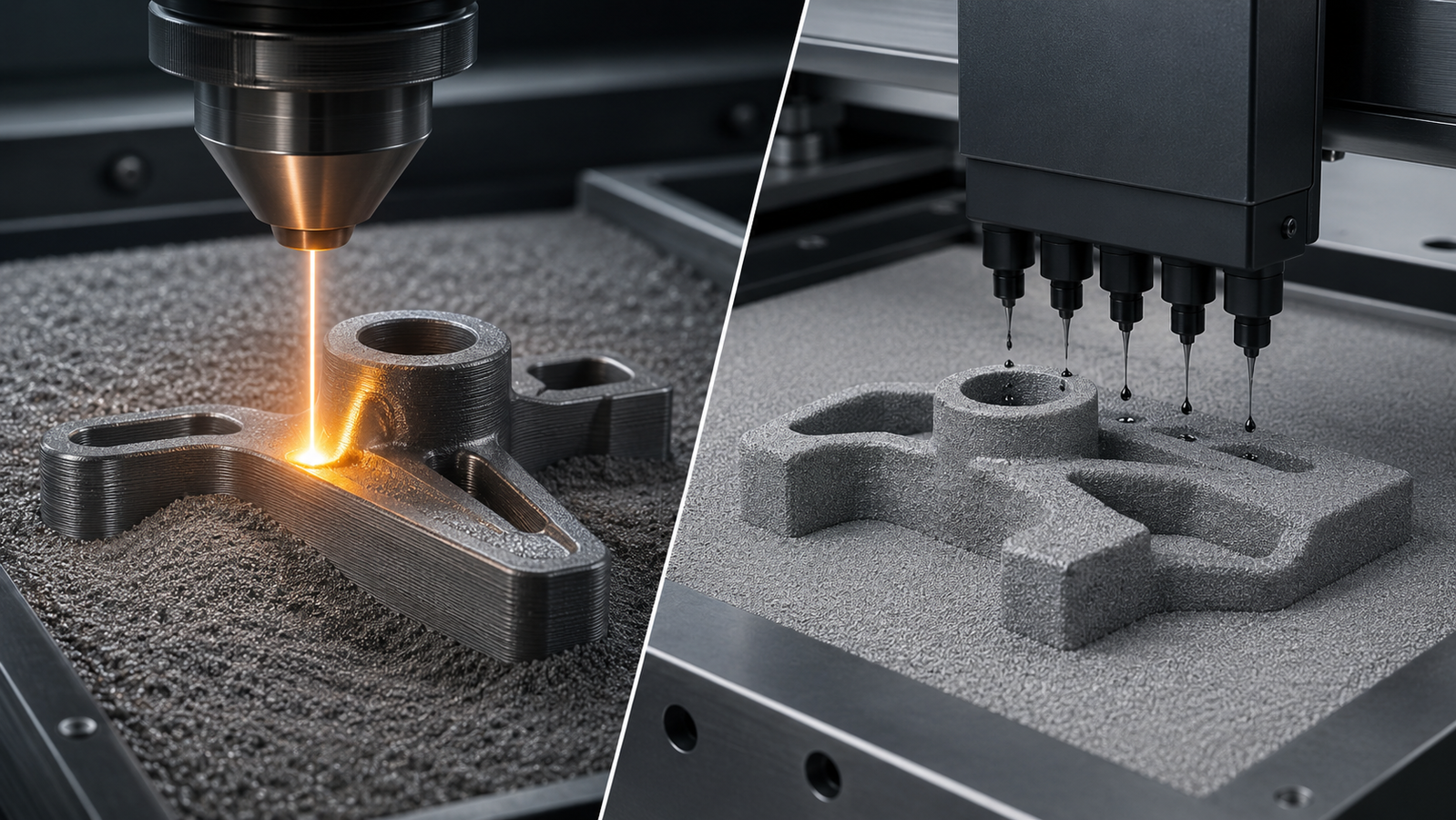
In SLM, a high-power laser scans across a thin layer of metal powder inside a sealed, inert-gas chamber and fully melts the powder wherever the part is solid. The molten track solidifies almost instantly as the laser moves on; the build platform lowers by one layer thickness (typically 20–60 µm), a fresh layer of powder is spread, and the cycle repeats until the component is complete.4 Because each layer is melted and re-melted into the one below, SLM produces fully dense, metallurgically bonded metal — relative densities above 99 % are routine with optimized parameters, and carefully tuned Ti–6Al–4V has reached ~99.5 % density with tensile strengths above 1200 MPa.5,6,7
The extremely rapid melting and cooling give SLM parts a very fine microstructure and, often, strength that meets or exceeds cast or even wrought material — but the same thermal violence is the source of its main challenges. The melt pool can operate in a stable “conduction” mode or, at high energy density, collapse into a deep “keyhole” that traps gas and leaves porosity; too little energy leaves un-melted “lack-of-fusion” voids.8,9 Melt flow and vaporization also drive spatter and surface irregularities, so process parameters must be tightly controlled.10 Rapid solidification additionally builds up residual stress, which is why SLM parts almost always need anchored support structures during the build and a stress-relief or heat treatment afterward.4
With appropriate heat treatment and, where required, hot isostatic pressing (HIP) to close residual pores, SLM parts achieve excellent, repeatable mechanical properties — the reason the process is trusted for flight and implant hardware.11,12,13,14 Surface finish in the as-built state is moderate (roughness commonly in the single-to-tens-of-micron range and dependent on orientation and parameters), so critical surfaces are usually machined or polished after printing.15 The same laser powder bed fusion approach is used across a wide alloy range — stainless steels, aluminum alloys such as AlSi10Mg, nickel superalloys such as Inconel, cobalt-chrome, and titanium.16,17,18
DMLS vs SLM: same family, different name
Buyers often ask whether they should choose SLM or DMLS as if they were rival technologies. In practice, for the metal parts sold today, they are the same laser powder bed fusion process. “Direct metal laser sintering” is a trade name (originating with EOS) whose wording implies sintering — bonding powder below its melting point — but modern DMLS systems fully melt pre-alloyed metal powder just as SLM does, producing fully dense parts.1,4 The word “sintering” survives for historical and branding reasons, not because the physics differs.
Any real differences you encounter between an “SLM” and a “DMLS” part come from the machine and vendor — laser power and count, scan strategy, atmosphere control, and qualified parameter sets — not from a difference in process category. Under the neutral standard terminology both are PBF-LB/M (powder bed fusion, laser beam, metal).3 The practical takeaway: when you are choosing a process, treat SLM and DMLS as one option (“laser powder bed fusion”) and compare that against binder jetting.19
Binder Jetting
Binder jetting takes a completely different path. An inkjet-style print head deposits a liquid binder onto a powder layer, gluing particles together wherever the part is solid; no heat source melts the metal during printing. The platform lowers, new powder is spread, and the process repeats to build a fragile “green” part at essentially room temperature.20 Because the part is bound rather than melted, binder jetting has two defining advantages: it generates very little residual stress, and it needs no support structures — the surrounding loose powder holds the green part up.20,21
The green part is then cured, the binder is burned out, and the part is sintered in a furnace, where the metal particles fuse and the part densifies — and shrinks, typically by a few percent, which must be predicted and compensated in the model.22 This separation of shaping from densification is binder jetting’s signature: it gives high design freedom and lets many parts be printed and sintered in batches, but it makes final properties highly dependent on the sinter cycle. As-sintered density is commonly in the ~90–97 % range; a well-known review found that, with optimized powder and sintering, ten materials reached relative densities above 90 %, and a few stainless-steel grades matched or beat cold-worked properties.20,22
Where higher density is needed, binder-jetted parts are pushed further by infiltration with a lower-melting metal (for example bronze into steel) or by hot isostatic pressing. HIP has been shown to cut the internal porosity of binder-jetted 316L stainless steel from around 10 % to below 0.5 %, raising tensile strength by ~15 % and more than doubling elongation.23,24,25 The same controllability also lets binder jetting deliberately make porous parts such as metal foams and filters.26 Because a whole layer is bound in one pass rather than melted point by point, binder jetting is generally faster and cheaper at volume, and it works well with steels, copper, and hard metals such as tungsten carbide–cobalt — though highly reactive metals like titanium and aluminum are more difficult to process this way.20
SLM / DMLS vs Binder Jetting: head-to-head
The table below summarizes the practical differences. Read “SLM / DMLS” as a single column (laser powder bed fusion); the meaningful comparison is between that column and binder jetting. Values are typical ranges reported in the literature and vary with alloy, machine, parameters, and post-processing.27,28
| Attribute | SLM / DMLS (Laser Powder Bed Fusion) | Binder Jetting |
|---|---|---|
| How the part forms | Laser fully melts powder, layer by layer | Binder glues powder; furnace sintering densifies it later |
| Also known as | LPBF, PBF-LB/M; DMLS is a vendor term | Metal binder jetting, MBJ, BJ |
| As-built density27 | Near-full, typically > 99 % (up to ~99.9 %) | ~90–97 % as-sintered; higher with HIP or infiltration |
| Mechanical properties | Excellent; meets/exceeds wrought after heat treatment; some anisotropy | Good; strongly sinter-dependent; generally below LPBF as-sintered |
| Dimensional accuracy | High; ~± 0.1–0.2 mm typical | Looser; must compensate ~1–3 % sintering shrinkage |
| Residual stress | High (melt–solidify) → needs stress relief | Very low (room-temperature printing) |
| Support structures | Required (anchoring + heat conduction) | Not required for printing (powder supports the green part) |
| Typical materials | Ti, Al, stainless & tool steel, CoCr, Ni superalloys, Cu | Stainless & tool steel, Inconel, Cu, WC–Co; reactive Ti/Al difficult |
| Build speed / throughput | Slower (serial point-by-point melting) | High (whole layer bound at once) → batch production |
| Relative cost | Higher (machine, energy, supports, finishing) | Lower per part at higher volumes |
| Best suited to | Dense, high-performance, load-bearing parts | Higher-volume, complex, cost-sensitive, less critically loaded parts |
A recent side-by-side study of five metal AM technologies made the density gap concrete: binder-jetted and metal-extrusion tool-steel coupons showed 6–9 % porosity in the as-printed/sintered state, whereas laser powder bed fusion (and directed energy deposition) reached near-full densification below 0.1 % porosity.27 That difference — density and, with it, mechanical reliability — is the heart of the choice.
Interactive: which process fits your part?
Use the selector below to see how a few decisions about your part push the recommendation toward laser powder bed fusion or binder jetting, and how the two processes trade off on density, accuracy, speed, and cost.
The tool is a schematic decision aid based on the general process characteristics described above; a real project always depends on the specific alloy, geometry, and requirements.
How to choose
Rather than “which is best,” the useful question is “which fits this part.” A few decision drivers cover most cases:
- Mechanical performance and density. For load-bearing, fatigue-critical, or pressure-containing parts, the near-full density of SLM / DMLS is usually decisive.12,27
- Production volume and cost. Additive manufacturing is generally most economical at low-to-mid volumes; binder jetting shifts that balance toward higher volumes because a whole layer is bound at once and parts sinter in batches.29,30,31
- Geometry and residual stress. Binder jetting’s support-free, low-stress build suits highly intricate or delicate green shapes; LPBF handles overhangs with supports and tolerates the resulting stress through heat treatment.20
- Material. Reactive metals (titanium, aluminum) and the highest-strength applications favor LPBF; steels, copper, and hard metals in volume are natural binder-jetting territory.20
- Part size. Both scale up, but large single metal parts are a particular strength of large-format laser powder bed fusion.
In many real programs the answer is sequential: prototype and qualify a design in LPBF for confidence in properties, then evaluate binder jetting if the part later needs to scale to volume — provided the lower as-sintered density (or the cost of HIP/infiltration to raise it) is acceptable for the application.23
Applications
Laser powder bed fusion (SLM / DMLS) dominates where density and performance are non-negotiable: aerospace structures and engine hardware, patient-specific titanium and cobalt-chrome medical and dental implants, conformally cooled tooling, and heat exchangers with internal channels that cannot be machined.14,32,33 Binder jetting is favored where complex geometry meets higher volume and cost sensitivity — steel and copper components, hard-metal tooling, and deliberately porous parts such as filters and foams.26 As multi-laser and large-format LPBF machines mature, the performance envelope of laser powder bed fusion continues to widen.34
The bigger picture
“SLM vs DMLS vs binder jetting” ultimately collapses into one clear decision. SLM and DMLS are the same laser-powder-bed-fusion process under two names, and it is the route to dense, high-performance, functional metal parts. Binder jetting is the distinct, sinter-based alternative that trades some density for speed, cost, and support-free complexity at volume. Knowing which is which — and matching it to your part’s requirements — is most of the battle.
ACS Material’s metal 3D printing service is built on laser powder bed fusion (SLM), producing fully dense metal parts in stainless steel, titanium, aluminum, nickel, cobalt-chrome, and copper alloys — including large components, thanks to build volumes up to 2000 mm. If you would rather bring the capability in-house, we also supply the XDM metal 3D printers themselves. Send us your design and requirements and we will help you match the process, material, and finishing to your application.
FAQs
Is DMLS the same as SLM?
For the metal parts made today, effectively yes. Both are laser powder bed fusion, in which a laser fully melts metal powder layer by layer to make fully dense parts. “Direct metal laser sintering” is a vendor term whose wording implies sintering, but modern DMLS melts the powder just as SLM does. Any differences come from the machine and parameters, not the process category.
Which process makes the strongest parts?
SLM / DMLS. Full melting yields near-full density (typically > 99 %) and mechanical properties that meet or exceed wrought material after heat treatment. As-sintered binder-jetted parts are usually less dense and lower in strength, though hot isostatic pressing or infiltration can narrow the gap.
Is binder jetting cheaper than SLM/DMLS?
Usually at higher volumes. Binder jetting binds an entire layer at once and sinters parts in batches without support structures, so cost per part falls as volume rises. For one-off or low-volume high-performance parts, laser powder bed fusion is often the better value once properties are accounted for.
Can binder jetting make fully dense metal parts?
Not as-sintered — densities are typically ~90–97 %. Post-processing closes the gap: infiltration with a lower-melting metal, or hot isostatic pressing, which has been shown to reduce binder-jetted 316L porosity from ~10 % to under 0.5 %. Those steps add cost and time.
Which process should I use for titanium?
Laser powder bed fusion. Titanium is reactive and demands the dense, high-integrity structure that SLM/DMLS provides; it is the standard route for titanium aerospace and medical parts. Titanium is more difficult to process by binder jetting.
What about part size?
Both processes scale, but large single metal parts are a particular strength of large-format laser powder bed fusion, where build volumes now reach up to 2000 mm — well beyond the envelope of most industrial metal 3D printers.
References
This article is provided by ACS Material LLC for educational purposes and compares metal 3D printing processes — selective laser melting (SLM), direct metal laser sintering (DMLS), and binder jetting. Property values, densities, tolerances, and cost relationships cited are typical figures from the referenced studies and general process characteristics; the results achievable for any specific part depend on the alloy, machine, process parameters, and post-processing, and should be confirmed for your application. Consult product datasheets and safety data sheets for grade-specific specifications and handling guidance. The interactive process selector is a schematic teaching tool based on the general process differences described above, not predictive design software.